Наиболее часто используемые методы обработки резьбы в обрабатывающих центрах с ЧПУ.
- доля
- Время выпуска
- 2019/10/28
Резюме
Обработка резьбы является одним из важнейших применений обрабатывающих центров с ЧПУ. Качество и эффективность обработки резьбы напрямую влияют на качество обработки деталей и эффективность производства обрабатывающих центров.

Обработка резьбы является одним из важнейших применений обрабатывающих центров с ЧПУ. Качество и эффективность обработки резьбы напрямую влияют на качество обработки деталей и эффективность производства обрабатывающих центров.
С улучшением рабочих характеристик обрабатывающих центров с ЧПУ и улучшением режущих инструментов, метод обработки резьбы также постоянно совершенствуется, и точность и эффективность обработки резьбы также постепенно увеличиваются. Чтобы дать возможность мастеру разумно выбрать метод обработки резьбы при обработке, повысить эффективность производства и избежать несчастного случая с качеством, несколько методов обработки резьбы, обычно используемых в обрабатывающем центре с ЧПУ, суммируются следующим образом:
Обработка 1.Tap

1.1 Классификация и характеристика обработки метчиков
Использование резьбовых резьбовых отверстий является наиболее распространенным методом обработки. Он в основном подходит для резьбовых отверстий малого диаметра (D <30) и требований к точности положения отверстий.
В 1980-х годах все резьбовые отверстия были сделаны с помощью гибкого метчика, то есть метчики были зажаты с помощью гибкого патрона, а патрон для метчиков можно было использовать для осевой компенсации, чтобы компенсировать несогласованность, вызванную осевой подачей станок и скорость шпинделя. Дайте ошибку и убедитесь, что правильный шаг. Гибкий резьбонарезной патрон имеет сложную конструкцию, высокую стоимость, легкое повреждение и низкую эффективность обработки. В последние годы производительность обрабатывающего центра с ЧПУ постепенно улучшалась, и функция жесткого нарезания резьбы стала базовой конфигурацией обрабатывающего центра с ЧПУ.
Поэтому жесткое нарезание резьбы стало основным методом обработки текущей резьбы.
То есть метчик удерживается жестким цанговым патроном, а подача шпинделя и скорость шпинделя постоянно контролируются станком.
По сравнению с гибким нарезным патроном цанговый патрон обладает преимуществами простой конструкции, низкой цены и широкого применения. Помимо удерживания метчика, он также может зажимать концевую фрезу и сверло, что может снизить стоимость инструмента. В то же время использование жесткого нарезания резьбы позволяет осуществлять высокоскоростную резку, повышая эффективность обрабатывающего центра и снижая производственные затраты.
1.2 Определение нижнего отверстия резьбы перед нарезанием резьбы
Обработка резьбового нижнего отверстия оказывает большое влияние на срок службы метчика и качество обработки резьбы. Как правило, диаметр сверла с нижним отверстием выбирается так, чтобы он был близок к верхнему пределу допуска на диаметр отверстия с резьбой.
Например, диаметр нижнего отверстия резьбового отверстия М8 составляет 6,7 + 0,27 мм, а диаметр сверла выбран равным 6,9 мм. Таким образом, можно уменьшить припуск на обработку метчика, уменьшить нагрузку метчика и увеличить срок службы метчика.
1.3 Выбор метчиков
При выборе крана, прежде всего, соответствующий крана должен быть выбран в соответствии с материалом для обработки. Инструментальная компания производит метчики разных типов в соответствии с различными материалами. Особое внимание следует уделить при выборе.
Потому что метчик очень чувствителен к обрабатываемому материалу относительно фрезы и напильника. Например, обработка алюминиевых деталей с помощью метчика из чугуна может привести к падению нити, разрыву пряжки или даже метчику, что приведет к разрушению заготовки. Во-вторых, следует обратить внимание на разницу между метчиком сквозного отверстия и метчиком глухого отверстия. Передний конец отводного отверстия длинный, а отвод стружки - передняя стружка. Передний конец глухого отверстия направляется коротко, а чип удаляется сзади. Слепое отверстие обрабатывается метчиком сквозного отверстия, и глубина обработки резьбы не может быть гарантирована. Кроме того, если используется гибкий резьбонарезной патрон, следует также отметить, что диаметр рукоятки метчика и ширина квадрата такие же, как у патрона метчика; диаметр конуса для жесткого нарезания резьбы должен быть таким же, как диаметр цанги пружины. Короче говоря, только разумный выбор метчиков может обеспечить бесперебойную обработку.
1.4 Программирование ЧПУ обработки метчиков
Программирование обработки крана относительно просто. Теперь обрабатывающий центр, как правило, затвердевает подпрограмму постукивания, просто назначьте каждый параметр. Однако следует отметить, что система числового управления отличается, формат подпрограммы отличается, а значение некоторых параметров отличается.
Например, система управления SIEMEN840C имеет программный формат G84 X_Y_R2_ R3_R4_R5_R6_R7_R8_R9_R10_R13_. Вам нужно только назначить эти 12 параметров при программировании.
2. Фрезерование резьбы
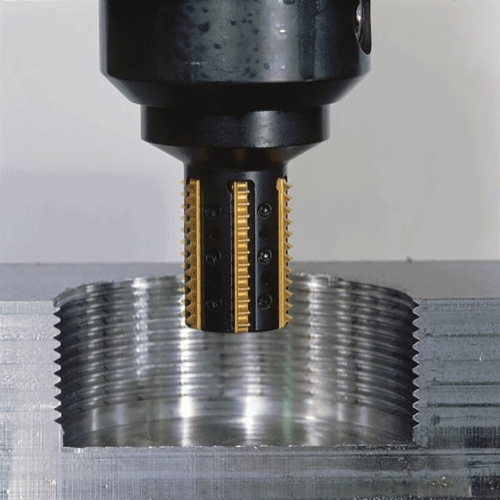
2.1 Характеристики резьбового фрезерования
Фрезерование резьбы - это использование резьбонарезных инструментов, трехосевой навески обрабатывающего центра, то есть X, круговая интерполяция по оси Y, метод фрезерования с линейной подачей по оси Z для нарезания резьбы.
Фрезерование резьбы в основном используется для обработки резьб с большими и резьбовыми отверстиями для труднообрабатываемых материалов. Он в основном имеет следующие характеристики:
(1) Быстрая скорость обработки, высокая эффективность и высокая точность обработки. Материал инструмента обычно представляет собой твердосплавный материал с высокой скоростью резания. Точность инструмента высокая, поэтому точность резьбы для фрезерования высокая.
(2) Фрезерные инструменты имеют широкий спектр применения. Пока шаг одинаков, будь то левая или правая нить, можно использовать инструмент, который помогает снизить стоимость инструмента.
(3) Фрезерование легко измельчить и охладить, а условия резания лучше по отношению к метчику. Особенно подходит для обработки резьбы сложных материалов, таких как алюминий, медь и нержавеющая сталь.
Особенно подходит для нарезания резьбы на деталях с крупными деталями и драгоценными материалами, он может гарантировать качество обработки резьбы и сохранность заготовок.
(4) Поскольку направляющая конца инструмента не используется, она подходит для обработки глухих отверстий с короткими нижними отверстиями и отверстий без выточки.
2.2 Классификация резьбонарезных инструментов
Существует два типа резьбонарезных инструментов, один из которых представляет собой твердосплавный фрезерный станок с твердосплавным вкладышем, а другой - монолитный твердосплавный фрезерный станок. Машинно-зажимной инструмент имеет широкий спектр применения. Он может обрабатывать отверстия с глубиной резьбы меньше длины лезвия, а также отверстия с глубиной резьбы больше длины лезвия. Интегральные твердосплавные фрезы обычно используются для обработки отверстий с глубиной резьбы меньше длины инструмента.
2.3 Программирование ЧПУ резьбонарезного станка
Программирование инструментов для фрезерования резьбы отличается от программирования других инструментов. Если программа обработки запрограммирована неправильно, это может привести к повреждению инструмента или ошибкам нарезания резьбы. Следующие пункты должны быть отмечены при компиляции:
(1) Сначала необходимо обработать резьбовое нижнее отверстие, а отверстие малого диаметра обработать сверлом. Для больших отверстий следует использовать расточку для обеспечения точности отверстия в резьбе.
(2) Когда инструмент врезается в и выходит, следует использовать круговую траекторию, обычно 1/2 оборота для обрезки или резки, а ось Z должна двигаться на 1/2 шага, чтобы обеспечить форму резьбы. В это время должно быть введено значение коррекции радиуса инструмента.
(3) Круговая интерполяция по осям X и Y составляет одну неделю, и шпиндель должен перемещаться по шагу вдоль направления оси Z. В противном случае нить будет согнута.
(4) Конкретный пример программы: диаметр резьбового фрезы Φ16, резьбовое отверстие M48 × 1,5 и глубина резьбового отверстия 14.
Процедура обработки выглядит следующим образом:
(Процедура с нижним отверстием для нити немного, нужно взять отверстие, чтобы вырезать нижнее отверстие)
G0 G90 G54 X0 Y0
G0 Z10 M3 S1400 M8
G0 Z-14.75 Подача в самую глубокую часть нити
G01 G41 X-16 Y0 F2000 Переместитесь в положение подачи и добавьте компенсацию радиуса
G03 X24 Y0 Z-14 I20 J0 F500 Врезание с разрезом на 1/2 окружности
G03 X24 Y0 Z0 I-24 J0 F400 Обрезка всей резьбы
G03 X-16 Y0 Z0,75 I-20 J0 F500 Вырезать с помощью дуги 1/2 окружности, чтобы вырезать G01 G40 X0 Y0 Вернуться в центр, отменить компенсацию радиуса
G0 Z100
M30
Только когда правильно выбран способ обработки резьбы и обрабатывающий инструмент, можно эффективно повысить эффективность и качество обработки резьбы, можно повысить эффективность использования обрабатывающего центра с ЧПУ и снизить стоимость обработки. Каждый техник по обработке с ЧПУ должен быть опытным.